詳細(xì)介紹
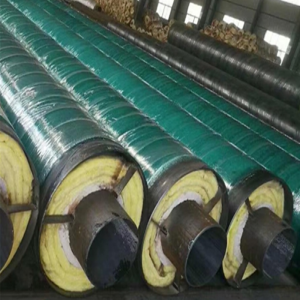
鋼套鋼復(fù)合保溫鋼管生產(chǎn)周期
1、蒸汽直埋管道的布置原則
蒸汽直埋管道的敷設(shè)中應(yīng)該滿(mǎn)足道路施工的要求,管道的敷設(shè)要能夠與城市道路的中心線平行,以保證管道能夠承受相應(yīng)的應(yīng)力。在具體的設(shè)計(jì)中,同一條管道要能夠符合結(jié)構(gòu)的要求,管道盡量靠近道路的一側(cè);穿過(guò)人口稠密的地區(qū)和辦公的聚集區(qū),管道要敷設(shè)要在能夠方便維修的地方;管道敷設(shè)的選擇應(yīng)該在土質(zhì)比較堅(jiān)硬的地段,盡量避開(kāi)土質(zhì)松散的地段、土質(zhì)容易滑坡的地方,在管道敷設(shè)的線路中,盡量沿公路的方向敷設(shè),便于維修。
2、蒸汽直埋管道管網(wǎng)布置形式
(1)枝狀蒸汽管網(wǎng)布置。在城市中,熱源的主干道向沿線的居民供熱,管道的布置呈支狀網(wǎng)的形式布置,這種形式結(jié)構(gòu)簡(jiǎn)單、敷設(shè)的費(fèi)用比較低,方便集中管理。但是當(dāng)系統(tǒng)的主干道供熱出現(xiàn)問(wèn)題的時(shí)候,會(huì)影響以后的整體用戶(hù)的供熱,系統(tǒng)的安全性比較差。
(2)環(huán)狀蒸汽管網(wǎng)的布置。當(dāng)熱源的供熱面積范圍比較大時(shí),可以在主干線之間的適當(dāng)位置,將供熱管網(wǎng)連接成環(huán)狀供熱系統(tǒng),當(dāng)主干網(wǎng)的局部發(fā)生供熱狀況時(shí),用戶(hù)可以通過(guò)其他的部分供熱,供熱系統(tǒng)的安全性比較高。

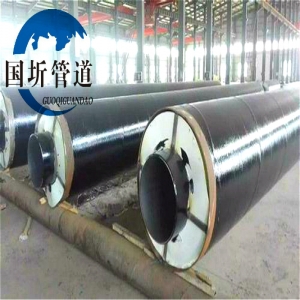
鋼套鋼復(fù)合保溫鋼管生產(chǎn)周期
二、蒸汽直埋管道敷設(shè)的補(bǔ)償方式的選擇
在蒸汽直埋管道敷設(shè)供熱系統(tǒng)中,由于管道與土壤之間存在比較復(fù)雜的設(shè)計(jì)方式,根據(jù)不同的敷設(shè)方式,需要不同的補(bǔ)償方法,具體的補(bǔ)償方法有無(wú)償式的補(bǔ)償方法、有償式的補(bǔ)償方法和一次性的補(bǔ)償方法。
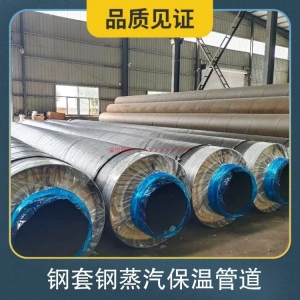
1、無(wú)補(bǔ)償直埋管道敷設(shè)方式
在這種無(wú)補(bǔ)償直埋管道的設(shè)計(jì)中,主要利用直埋管道的外層套管和土壤之間的摩擦力來(lái)完成的,沒(méi)有利用其他的輔助成分。由于供熱管的彎頭具有一定的固定和拉力的作用,能夠完成供熱管道沿軸向位移地方的過(guò)渡段的位移。無(wú)補(bǔ)償直埋管道敷設(shè)設(shè)計(jì)中,考慮到彎頭的拉力作用,一般要采用高倍率的半徑彎頭,完成管道的固定作用,在這種直埋敷設(shè)方式中,管道蒸汽的溫度應(yīng)該在95℃以下,以便保護(hù)管道系統(tǒng)的安全。
①外觀表面:焊縫表面不得有裂紋、焊瘤、未焊滿(mǎn)和弧坑等缺陷,對(duì)接焊縫錯(cuò)邊不得超過(guò)0.35倍的壁厚且不大于3.0mm;對(duì)于深度超過(guò)0.6mm,長(zhǎng)度超過(guò)0.5倍壁厚的焊縫咬邊應(yīng)修磨。
②鋼管焊制管件的焊接接頭應(yīng)當(dāng)先進(jìn)行外觀檢查,合格后才能進(jìn)行無(wú)損檢測(cè)。焊接接頭外觀檢查的檢查等級(jí)和合格標(biāo)準(zhǔn)應(yīng)當(dāng)符合GB/T20801的規(guī)定。
③鋼管焊制管件焊接接頭表面無(wú)損檢測(cè)的檢測(cè)等級(jí)、檢測(cè)范圍和部位、檢測(cè)數(shù)量、檢測(cè)方法、合格要求應(yīng)當(dāng)不低于GB/T20801和JB/T4730-2005《承壓設(shè)備無(wú)損檢測(cè)》的要求。被檢焊接接頭的選擇應(yīng)當(dāng)包括每個(gè)焊工所焊的焊接接頭,并且固定焊的焊接接頭不得少于檢測(cè)數(shù)量的40%。
④名義厚度小于或者等于30mm的管道,對(duì)接接頭采用射線檢測(cè),如果采用超聲檢測(cè)代替射線檢測(cè),需要取得設(shè)計(jì)單位的認(rèn)可,并且其檢測(cè)數(shù)量應(yīng)當(dāng)與射線檢測(cè)相同,管道名義厚度大于30mm的對(duì)接接頭可以采用超聲檢測(cè)代替射線檢測(cè);
⑤公稱(chēng)直徑大于或者等于500mm的管道,對(duì)每個(gè)環(huán)向焊接接頭進(jìn)行局部檢測(cè),公稱(chēng)直徑小于500mm的管道,可以根據(jù)環(huán)向焊接接頭的數(shù)量按照規(guī)定的檢測(cè)比例進(jìn)行抽樣檢測(cè),抽樣檢測(cè)中,固定焊焊接接頭的檢測(cè)數(shù)量不得少于其數(shù)量的40%;
⑥進(jìn)行抽樣檢測(cè)的環(huán)向焊接接頭,包括其整個(gè)圓周長(zhǎng)度,進(jìn)行局部檢測(cè)的焊接接頭,最小檢測(cè)長(zhǎng)度不低于152mm;