鋼套鋼保溫管、鋼套鋼保溫鋼管、鋼套鋼保溫鋼管價(jià)格、國(guó)圻管道裝備制造有限公司歡迎您!
- 網(wǎng)站地圖
- 聯(lián)系我們
- 關(guān)注微信

鋼套鋼保溫管、鋼套鋼保溫鋼管、鋼套鋼保溫鋼管價(jià)格、國(guó)圻管道裝備制造有限公司歡迎您!

全國(guó)免費(fèi)咨詢熱線
15703170555
免費(fèi)咨詢熱線
15703170555山西聚氨酯保溫鋼管,太原聚氨酯保溫鋼管,大同聚氨酯保溫鋼管,陽(yáng)泉聚氨酯保溫鋼管, 長(zhǎng)治聚氨酯保溫鋼管,晉城聚氨酯保溫鋼管,朔州聚氨酯保溫鋼管,晉中聚氨酯保溫鋼管,運(yùn)城聚氨酯保溫鋼管,忻州聚氨酯保溫鋼管,臨汾聚氨酯保溫鋼管,呂梁聚氨酯保溫鋼管

聚氨酯保溫鋼管規(guī)格尺?
聚氨酯保溫鋼管規(guī)格尺?:
聚氨酯保溫管?作鋼管的規(guī)格主要為159-1440毫?、219、273、325、377、426、478、530、529、508、600、610、630、711、720、820、920,這些都是單焊縫,也是常規(guī)規(guī)格,直徑為630毫?或更?。
聚氨酯保溫管的?型號(hào)規(guī)格:
125、140、160、200、225、250、215、265、420、500、550、655、760、850、960、1054、1155、1380,這些規(guī)格和型號(hào)是特殊型號(hào)。
?直徑聚氨酯保溫管規(guī)格是多少:
1020、1040、1220、1420、1440,這些規(guī)格都是?直徑聚氨酯保溫管。
?直徑聚氨酯保溫管采?雙?埋弧焊,即雙?焊接直縫。因?yàn)殇?定制的鋼板是正常寬度的,所以沒(méi)有這么寬的鋼板,也沒(méi)有辦法運(yùn)輸這么寬的鋼板。
?法是將兩塊板焊接在?起,然后壓制、并焊接它們。這是兩個(gè)焊縫。因?yàn)榈撞坑?個(gè)焊縫,所以叫做雙?埋弧焊。

1.簡(jiǎn)介
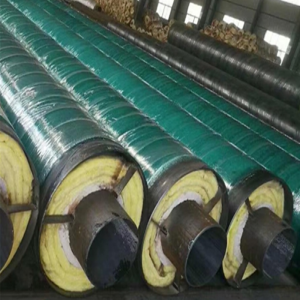
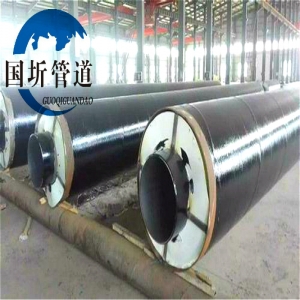
聚氨酯保溫管,就是用硬質(zhì)聚氨酯泡沫塑料做絕熱材料的保溫管道,硬質(zhì)聚氨酯泡沫塑料不用多說(shuō)了,其基本結(jié)構(gòu)由內(nèi)部介質(zhì)管道、中間硬質(zhì)聚氨酯泡沫塑料保溫層、外防護(hù)層組成的。
2.分類
其分類方式很復(fù)雜,一般按照人們的習(xí)慣有一下幾種方式
2.1.按照敷設(shè)方式可以分為:直埋聚氨酯保溫管、架空聚氨酯保溫管;
2.2.按照其輸送介質(zhì)的溫度可以分為:常溫聚氨酯保溫管、高溫聚氨酯保溫管、深冷聚氨酯保溫管;
2.3.按照外護(hù)層的不同可以分為:玻璃鋼外護(hù)層聚氨酯保溫管、高密度聚乙烯外護(hù)層聚氨酯保溫管、鋼外護(hù)層聚氨酯保溫管及其他外護(hù)層保溫管;
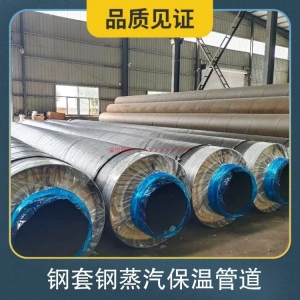
2.4.按照輸送介質(zhì)的不同有很多種:如供水用的聚氨酯預(yù)制保溫管、耐高溫聚氨酯保溫管,輸送蒸汽用的蒸汽直埋聚氨酯復(fù)合預(yù)制保溫管,石油上用的埋地硬質(zhì)聚氨酯泡沫塑料防腐保溫管等等。
還有很多叫法如聚氨酯地埋管,聚氨酯預(yù)制管,聚氨酯直埋預(yù)制管,聚氨酯夾克管,聚氨酯發(fā)泡保溫管等等這里就不多介紹了
3.幾種常用的聚氨酯保溫管
3.1集中供熱供回水用的聚氨酯保溫管
其結(jié)構(gòu)一般由高密度聚乙烯外護(hù)層或玻璃鋼外護(hù)層、硬質(zhì)聚氨酯泡沫塑料保溫層、內(nèi)部鋼管組成的。按照實(shí)際要求還有報(bào)警線,支架等其他結(jié)構(gòu),還可能需要其他保溫材料復(fù)合層等等
3.1.1高密度聚乙烯外護(hù)層聚氨酯硬質(zhì)泡沫塑料預(yù)制保溫管
a.參考標(biāo)準(zhǔn):
1、歐洲EN253;
2、建設(shè)部頒布CJ/T114-2000;
3、中國(guó)石油天然氣總公司頒布標(biāo)準(zhǔn)SY/T0415-1996;
4、CJT_155-2001預(yù)制直埋保溫管件等
b.制作流程:
外護(hù)層為HDPE高密度聚乙烯外護(hù)管分為“兩步法”和“一步法”制作工藝,聚氨酯硬質(zhì)泡沫保溫層與外部保溫用高密度聚乙烯外護(hù)層(夾克層)一次成型的制作工藝,我們稱這為“一步法”,先生產(chǎn)出高密度聚乙烯外護(hù)層,然后在聚乙烯外護(hù)層與鋼管之間的空隙再澆注聚氨酯硬質(zhì)泡沫塑料保溫層的制作工藝就是我們常說(shuō)的“兩步法”
“一步法”
制作流程:鋼管除銹----鋼管防腐----聚氨酯發(fā)泡 ----成形----成品檢測(cè)----入庫(kù)
工藝特點(diǎn): 1、用料廣泛,可以由環(huán)氧粉末及各種涂料對(duì)鋼管道防腐。 2、泡沫可采用聚酯高溫泡沫及瀝青黑泡沫。 3、夾克層與泡沫層粘接、泡沫層與防腐層粘接、防腐層與鋼管粘接牢固。

“兩步法”
制作流程:鋼管拋丸除銹----聚氨酯發(fā)泡 ----成形----成品檢測(cè)----入庫(kù)
工藝特點(diǎn):
1.拋丸除銹:
拋丸除銹機(jī)、除塵器、上管機(jī)、下管機(jī)、輸管機(jī)應(yīng)在車(chē)間外布置。
將待拋丸除銹的鋼管順序送至上管機(jī)→開(kāi)啟上管機(jī)→輸管機(jī)→拋丸除銹機(jī)→除塵器鋼→管的運(yùn)行速度調(diào)整→拋丸量調(diào)整→拋丸效果達(dá)到鋼管表面糙化并呈現(xiàn)出原金屬光澤→下管機(jī)。
2.穿管及支架捆扎:
A.按芯管和保溫層選定的HDPE外護(hù)管(產(chǎn)品符合設(shè)計(jì)要求或CJ/T114-2000標(biāo)準(zhǔn))→穿管機(jī)V型槽。
B.拋丸處理后的鋼管(下管機(jī))→輸管機(jī)→穿管機(jī)托輥輸送段→分段捆扎支架(1.5米/段)→將捆扎好支架芯管穿入V型槽上的HDPE外護(hù)管內(nèi)直至芯管兩端裸露部分均為15㎝或20㎝。
C.將符合芯管直徑和保溫層厚度的卡頭(內(nèi)漲或外卡)封堵在管道兩端并將其鎖緊(拉緊)。
注:支架的結(jié)構(gòu)、高度、材質(zhì)、捆扎方式、抗壓強(qiáng)度應(yīng)根據(jù)芯管直徑和設(shè)計(jì)要求選取。






3.聚氨酯澆注:
調(diào)整高壓發(fā)泡機(jī)的混合比為1:1.05→測(cè)定設(shè)備流量→設(shè)定澆注時(shí)間(投料量/流量)。在穿管完畢管道兩端封堵后的HDPE外護(hù)管中間正上位置開(kāi)澆注孔→將高壓發(fā)泡機(jī)混合頭的澆注嘴插入澆注孔→澆注→料空塞封堵澆注孔→熟化→拆卸卡頭→檢驗(yàn)→修正投料量→成品。
3.1.2玻璃纖維增強(qiáng)塑料外護(hù)層聚氨酯泡沫塑料預(yù)制直埋保溫管
a.參考標(biāo)準(zhǔn):CJ/T 129-2000
b.玻璃纖維增強(qiáng)塑料外護(hù)層介紹:
1、增強(qiáng)材料
(1)玻璃鋼表層,樹(shù)脂層,含量在90%左右,厚度為1.55-2.5mm。
(2)短切玻纖氈或針刺復(fù)合氈與表面氈合用:作為第二層,樹(shù)脂含量為70%±5%,它是內(nèi)襯層與加強(qiáng)層的過(guò)渡層。緊接內(nèi)襯層,同樣起耐腐蝕作用,以防止毛細(xì)管現(xiàn)象的發(fā)生。
(3)無(wú)捻粗砂:用于玻璃鋼管的結(jié)構(gòu)層(強(qiáng)度層),是產(chǎn)品強(qiáng)度的關(guān)鍵,樹(shù)脂含量達(dá)25%-35%,起增強(qiáng)作用,其厚度根據(jù)受力情況而定。要求選用的無(wú)捻粗砂易浸透樹(shù)脂,纏繞過(guò)程不起毛,纖維束內(nèi)各股砂之間松緊程度均勻。
2、不飽和樹(shù)脂
連續(xù)纏管用的樹(shù)脂主要是不飽和聚酯樹(shù)脂,樹(shù)脂的牌號(hào)取決于產(chǎn)品的使用條件和工藝要求。連續(xù)纏管工藝對(duì)樹(shù)脂的要求是:黏度適當(dāng)、易浸透纖維、凝膠時(shí)間長(zhǎng)、固化時(shí)間短、固化放熱低以及固化收縮小。
3、輔助材料
為了提高管材的剛度,通常在增強(qiáng)層中加入石英砂,其添加量最高可達(dá)30%。
c.工藝簡(jiǎn)介
手工玻璃鋼外護(hù)層聚氨酯保溫管的生產(chǎn)工藝:
1.工作管除銹;
2.機(jī)械或手工在工作管外用專用模具澆注硬質(zhì)聚氨酯泡沫塑料;
3.熟化,檢測(cè),修整;
4.在外面手工纏繞玻璃絲布,然后手工刷不飽和樹(shù)脂;
5.檢測(cè),熟化,修整,合格后入庫(kù)。
機(jī)械纏繞玻璃纖維增強(qiáng)塑料外護(hù)層聚氨酯泡沫塑料預(yù)制直埋保溫管生產(chǎn)工藝:
1.工作管除銹;
2.機(jī)械或手工在工作管外用專用模具澆注硬質(zhì)聚氨酯泡沫塑料;
3.熟化,檢測(cè),修整;
4.機(jī)械纏繞玻璃纖維增強(qiáng)塑料外護(hù)層(前面有介紹就不多說(shuō)了);
5.檢測(cè),熟化,修整,合格后入庫(kù)。
兩種外護(hù)層的最大區(qū)別就是一個(gè)纏繞玻璃布,一個(gè)纏紗。一個(gè)手工一個(gè)機(jī)械。這也是一種進(jìn)步機(jī)械纏繞把制作玻璃鋼管的工藝用到了制作聚氨酯保溫管道的外護(hù)層上面,雖然成本有所增加,但是其工藝和產(chǎn)品性能比較容易控制,排除了以往手工產(chǎn)品的性能不穩(wěn)定工藝落后的狀況。值得我們借鑒。