鋼套鋼保溫管、鋼套鋼保溫鋼管、鋼套鋼保溫鋼管價(jià)格、國圻管道裝備制造有限公司歡迎您!
- 網(wǎng)站地圖
- 聯(lián)系我們
- 關(guān)注微信

鋼套鋼保溫管、鋼套鋼保溫鋼管、鋼套鋼保溫鋼管價(jià)格、國圻管道裝備制造有限公司歡迎您!

全國免費(fèi)咨詢熱線
15703170555
免費(fèi)咨詢熱線
15703170555時(shí)間:2019/03/11 點(diǎn)擊量:31
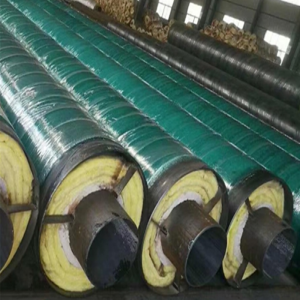
廊坊螺旋焊管的焊縫淺析其加工的過程:
在加工螺旋焊管時(shí)候焊縫的加工,就是螺旋焊管的精髓,焊縫加工一般分為三類,那么這三類焊縫的加工過程我們了解一下:
一類焊縫:
1.岔管的所有焊縫。
2.鋼管管壁縱縫。
3.鋼管環(huán)縫。
4.湊合節(jié)合攏環(huán)縫。
5.悶頭與管壁的連接焊縫。
此類焊縫若用超聲波探傷抽查率為50%,射線探傷復(fù)查率為5%,質(zhì)量要求為B1級(jí)合格。
二類焊縫:
1.鋼管管壁環(huán)縫;
2.止水環(huán)、加勁環(huán)的對接焊縫及其與管壁之間的組合焊縫。此類焊縫若用超聲波探傷抽查率為50%,質(zhì)量要求為B2級(jí)合格。
三類焊縫:受力很小,且修復(fù)時(shí)不致停止發(fā)電或供水的附屬構(gòu)件焊縫。
1、焊縫組對前應(yīng)將坡口及其內(nèi)側(cè)表面不小于10mm范圍內(nèi)的油、漆、垢、銹、毛刺等清除干凈,且不得有裂紋、夾層等缺陷。??
2、管子或管件對接焊縫組對時(shí),內(nèi)壁應(yīng)齊平,內(nèi)壁錯(cuò)邊量不宜超過管壁厚度的10%,且不應(yīng)大于2mm;??
3、焊條使用前應(yīng)按規(guī)定進(jìn)行烘干,并應(yīng)在使用過程中保持干燥。焊絲使用前應(yīng)清除其表面的油污、銹蝕等。管道焊接各類焊縫所選用的焊條、焊絲、焊劑可參照下表選用。??
4、焊接材料應(yīng)按下列要求進(jìn)行烘焙和保管:焊條、焊劑應(yīng)放置于通風(fēng)、干燥和室溫不低于5℃的專設(shè)庫房內(nèi),設(shè)專人保管,烘焙和發(fā)放,并應(yīng)及時(shí)作好實(shí)測溫度和焊條發(fā)放記錄。烘焙溫度和時(shí)間應(yīng)嚴(yán)格按廠家說明書的規(guī)定進(jìn)行。烘焙后的焊條應(yīng)保存在100~150℃的恒溫箱內(nèi),藥皮應(yīng)無脫落和明顯的裂紋。現(xiàn)場使用的焊條應(yīng)裝入保溫筒,焊條在保溫筒內(nèi)的時(shí)間不宜超過4h,超過后,應(yīng)重新烘焙,重復(fù)烘焙次數(shù)不宜超過2次。焊絲使用前應(yīng)清除鐵銹和油污。??
5、遇有穿堂風(fēng)或風(fēng)速超過8m/s的大風(fēng)和雨天、雪天以及環(huán)境溫度在-5℃以下、相對濕度在90%以上時(shí),焊接處應(yīng)有可靠的防護(hù)措施,保證焊接處有所需的足夠溫度,焊工技能不受影響,方可施焊。??
6、施焊前,應(yīng)將坡口及其兩側(cè)50~100mm范圍內(nèi)的鐵銹、熔渣、油垢、水跡等清除干凈。??
7、焊縫(包括定位焊)焊接時(shí),應(yīng)在坡口上引弧、熄弧,嚴(yán)禁在母材上引弧,熄弧時(shí)應(yīng)將弧坑填滿,多層焊的層間接頭應(yīng)錯(cuò)開。??
8、定位焊焊接應(yīng)符合下列規(guī)定:一、二類焊縫的定位焊焊接工藝和對焊工要求與主縫(即一、二類焊縫,下同)相同;對需要預(yù)熱焊接的鋼板,焊定位焊時(shí)應(yīng)以焊接處為中心,至少應(yīng)在150mm范圍內(nèi)進(jìn)行預(yù)熱,預(yù)熱溫度較主縫預(yù)熱溫度高出20~30℃;定位焊位置應(yīng)距焊縫端部30mm以上,其長度應(yīng)在50mm以上,間距為100~400mm,厚度不宜超過正式焊縫高度的二分之一,較厚不宜超過8mm;施焊前應(yīng)檢查定位焊質(zhì)量,如有裂紋、氣孔、夾渣等缺陷均應(yīng)清除。?